
服务热线:
13573978168
13573978168
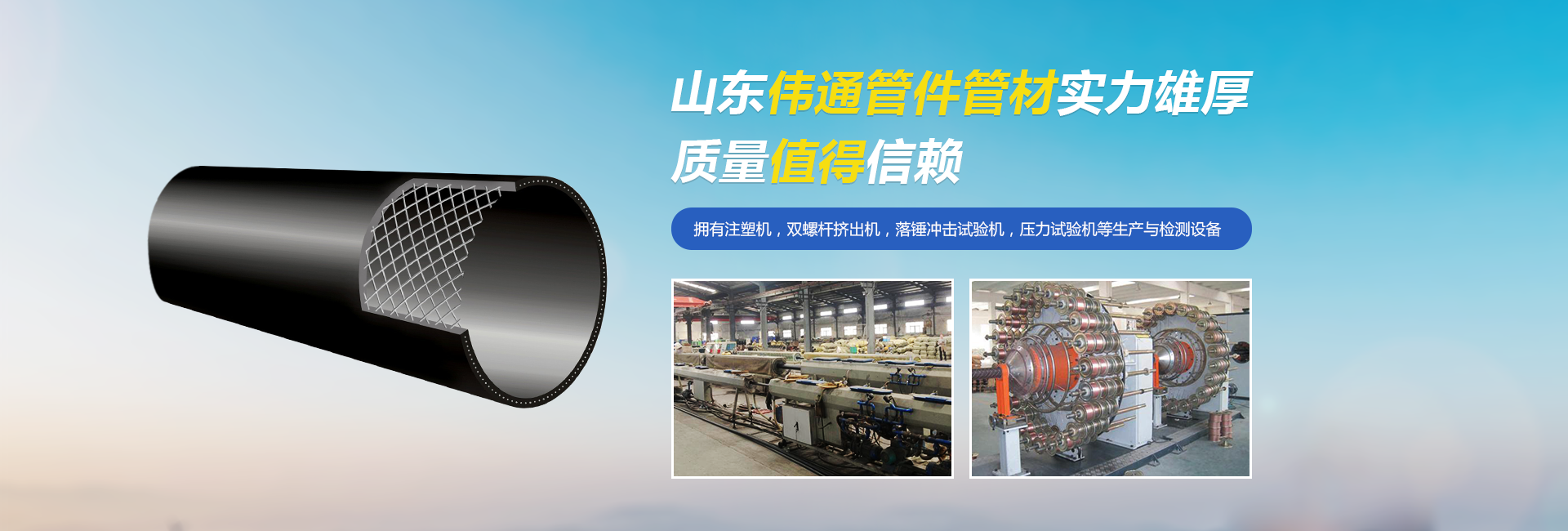


在市政供水及工业流体输送工程中,PE管件的质量直接决定了管网系统的安全性与使用寿命。山东伟通管件管材有限公司作为行业内pe管件厂家,…
PE管件作为市政给排水、燃气输送、农业灌溉等领域的核心管材配件,其连接密封性与耐用性直接决定管网系统的安全稳定。专业的 pe 管件厂…
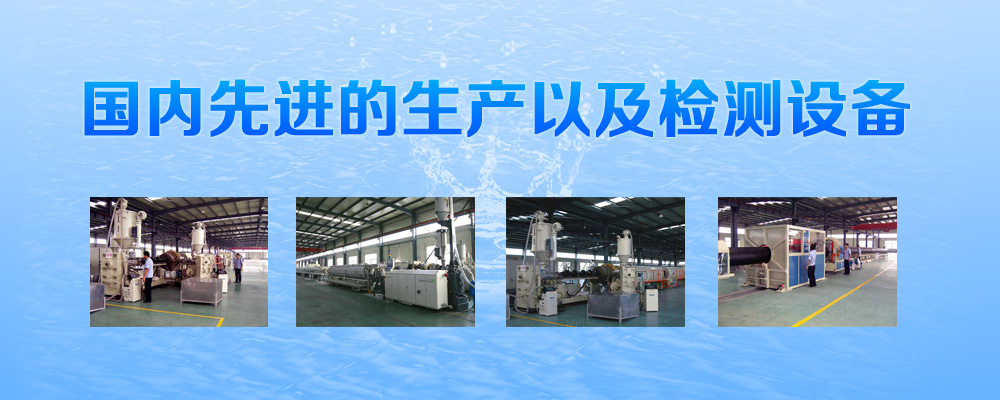
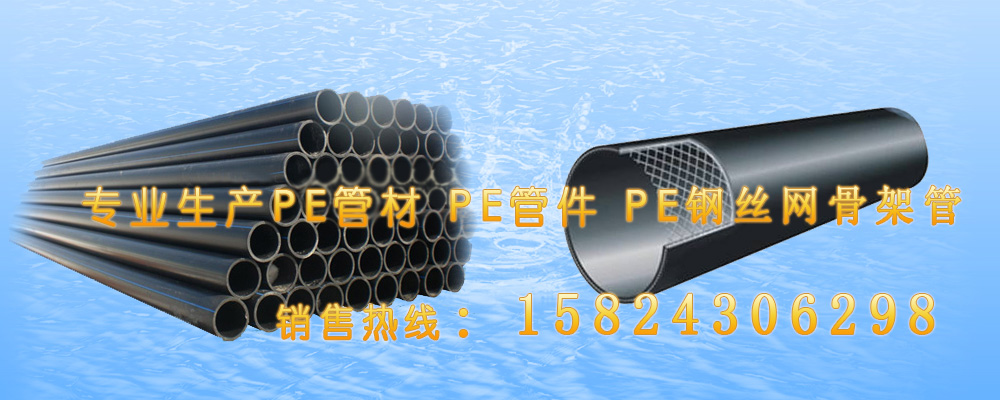
在市政建设、能源输送、水利工程等核心领域,PE 管道凭借耐腐蚀、抗冲击、寿命长等优势成为首选管材。选择正规 PE 管道厂家,是保障工…
在市政供水及工业流体输送工程中,PE管件的质量直接决定了管网系统的安全性与使用寿命。山东伟通管件管材…
2026-07-04随着新型城镇化与地下管网改造工程的持续推进,市场对高品质管材的需求日益攀升。当前,优质的“pe管道厂…
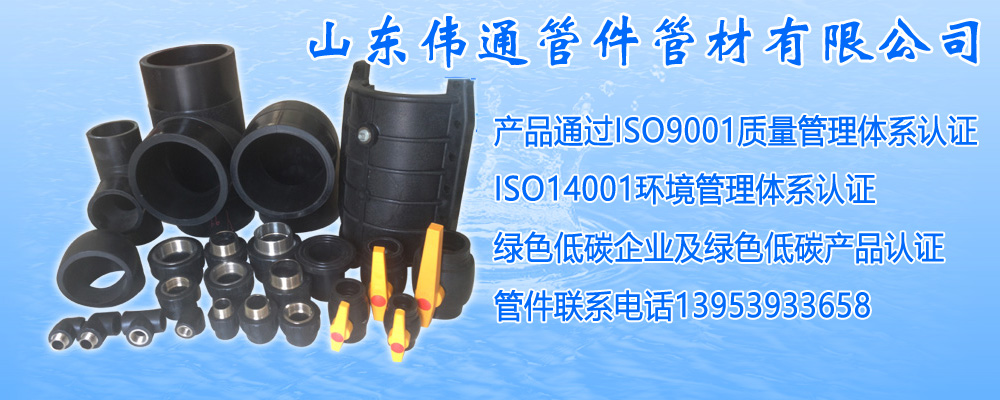
2026-06-03PE管件作为聚乙烯管道系统的核心配套部件,凭借耐腐蚀、抗老化、安装便捷等优势,广泛应用于市政供水、燃…
2026-05-14
山东伟通管件管材有限公司
电话:13573978168
联 系 人:庞经理
销售电话:13754731680
联系电话:0539-8533995
传真座机:0539-8533995
厂部电话:18353995177
详细地址:山东省临沂市义堂镇南环路东段台州工业园





















 手机浏览
手机浏览
